1. Wstęp.
Wśród użytkowników pomp utrwalił się pogląd, że główną zaletą pomp o swobodnym przepływie jest obszerny prześwit między wirnikiem a ścianką pokrywy kadłuba, co zapewnia możliwość przepuszczania „grubych” ciał stałych znajdujących się w przepompowywanej cieczy.
Relacja między wydajnością pompy a wielkością „swobodnego prześwitu” jest w przypadku pomp o swobodnym przepływie bardzo korzystna, a ciała stałe o konkretnej wielkości mogą być przepompowywane przy relatywnie niewielkich wydajnościach.
Potencjalni użytkownicy biorą pod uwagę wyraźnie niższą sprawność pomp o swobodnym przepływie w porównaniu z pompami odśrodkowymi, zwykle o małych liczbach łopatek, a to w istotny sposób wpływa na ich decyzje.
Nierzadko występują jednak sytuacje, kiedy zastosowanie pomp o swobodnym przepływie jest uzasadnione nawet wtedy, gdy w pompowanej mieszaninie brak jest „grubych” ziaren.
2. Działanie pompy o swobodnym przepływie.
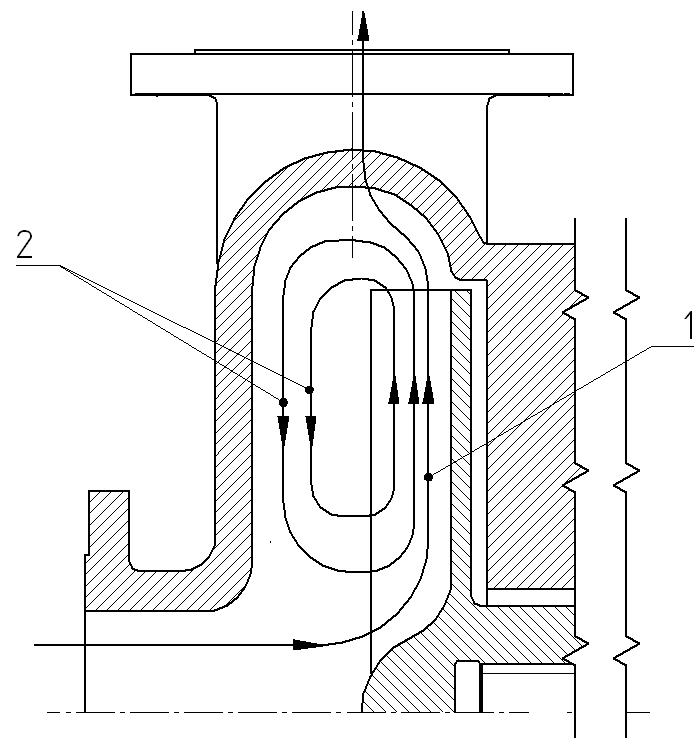
Pompy o swobodnym przepływie tak ukształtowaniem części przepływowej, jak i zjawiskami hydrodynamicznymi występującymi podczas działania, różnią się bardzo od konwencjonalnych pomp krętnych odśrodkowych. Badania prowadzone przez różnych autorów [ np.1,2,3 ] wykazały, że strumień cieczy dopływający do pompy przepływa przez otwarty wirnik ( z łopatkami wygiętymi lub rzadziej radialnymi ). Ponieważ jednak natężenie przepływu przez wirnik ( wydajność wirnika ) jest znacznie większe od wydajności pompy, przeto powstaje charakterystyczny dla pomp o swobodnym przepływie strumień krążący, który cyrkuluje przez kanały międzyłopatkowe wirnika i przestrzeń bezłopatkową ( swobodną) kadłuba, co poglądowo przedstawiono na rysunku 1. Strumienie cieczy wpływają do kanałów międzyłopatkowych wirnika na całej jego powierzchni czołowej [ 3 ], zaś w [ 1,3 ] wykazano, że natężenie strumienia krążącego jest ( przy optymalnej wydajności pompy ) 2 – 3 krotnie większe od wydajności pompy, w czym należy upatrywać głównej przyczyny niewysokiej sprawności pomp o swobodnym przepływie.
W okolicy średnicy zewnętrznej wirnika następuje rozdzielenie strumieni – tranzytowego i krążącego, przy czym strumień tranzytowy kieruje się do kanału zbiorczego pompy, a strumień krążący płynie w kierunku dośrodkowym, zarazem intensywnie wirując, zaś składowa obwodowa jego prędkości niewiele odbiega od prędkości obwodowej łopatek wirnika na danym promieniu, zaś w pobliżu obszaru dopływowego ( określonego średnicą króćca dopływowego ) jest nawet większa [1,3]. W okolicy obszaru dopływowego następuje połączenie ( poprzez wymieszanie ) części strumienia krążącego ze strumieniem cieczy dopływającej do pompy ( tranzytowym ). Podczas mieszania się obu strumieni następuje wymiana pędu miedzy nimi i w jej efekcie nadanie krętu wstępnego cieczy dopływającej do kanałów międzyłopatkowych. Zawirowanie wstępne może nawet ujawnić się już w króćcu dopływowym, mimo, że jest on oddalony od wirnika.
Obecność ciał stałych mocno komplikuje i tak już bardzo złożone zjawiska hydrodynamiczne występujące podczas pracy pompy.
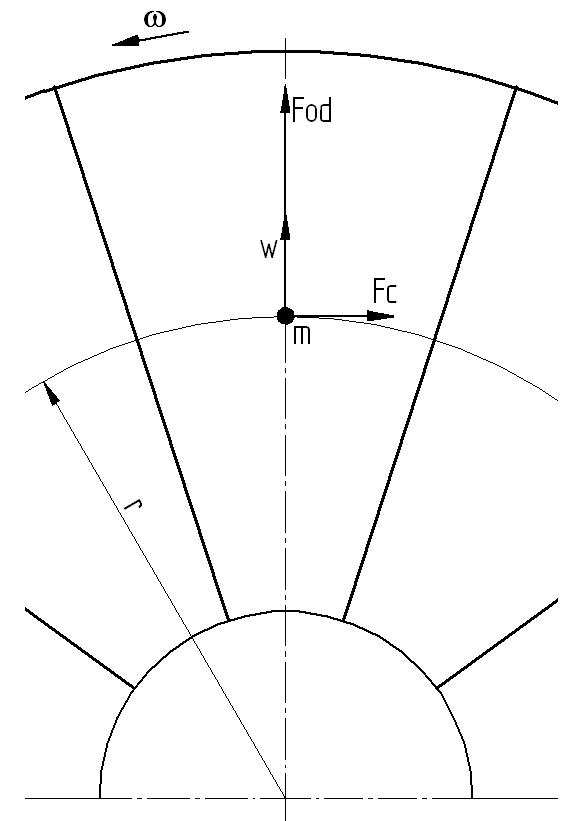
W obrębie kanałów międzyłopatkowych wirnika na ciało stałe działa siła odśrodkowa ( zwykle 200 – 300 razy większa od siły ciężkości ) i siła Coriolisa ( znacznie mniejsza, około 50 – 100 razy większa od siły ciężkości ), które przedstawiono na rysunku 2. Określa się je następująco:
Fod = mω2r ( 1– ρw/ρs) ( 1 )
FC = m2ωw ( 1– ρw/ρs) ( 2 )
zaś ich stosunek wynosi:
Fod / FC = ( ωr) / (2w ).
We wzorach ( 1 ) i ( 2 ): m – jest masą cząstki, ω – jest prędkością kątową obrotu wirnika, w – jest prędkością względną cząstki w stosunku do wirnika, r – jest promieniem określającym położenie cząstki, ρs i ρw są gęstościami ciała stałego i wody, zaś człon (1– ρw/ρs) uwzględnia wpływ wyporu ( archimedesowskiego ).
W obrębie swobodnej przestrzeni przepływowej ( w której wirująca ciecz kieruje się w stronę osi pompy, ale i sukcesywnie wpływa do kanałów wirnika ) na ciało stałe także działa siła odśrodkowa. Oddziaływanie tych sił na ciała stałe powoduje, że ich trajektorie ruchu odbiegają od trajektorii ruchu cząstek cieczy.
Wreszcie wskutek dość raptownej zmiany kierunku przepływu strumienia cieczy dopływającej do wirnika z osiowego na promieniowy, ciała stałe będą „odrzucane” w stronę tarczy wirnika.
Na wielkość sił działających na ciała stałe wpływ ma także ich gęstość ( bo siły odśrodkowe i Coriolisa są proporcjonalne do różnicy gęstości ciała stałego ρs oraz cieczy ρc ) a także ich wielkość, gdyż opór jaki stawia ciecz poruszającemu się w niej ziarnu jest relatywnie ( w stosunku do ciężaru ziarna ) tym większy, im mniejsze jest ziarno.
Warto także zauważyć, że o ile ciała „drobne” przepływają przez kanały międzyłopatkowe wirnika, to przynajmniej część ciał „grubych” w efekcie zawirowania wstępnego cieczy w obszarze dopływowym i intensywnego wirowania cieczy w przestrzeni bezłopatkowej, pod wpływem oddziaływania siły odśrodkowej kieruje się przez przestrzeń bezłopatkową do kanału zbiorczego pompy, z pominięciem wirnika.
Wspomniane zjawiska niewątpliwie wywierają wpływ na parametry pracy pompy o swobodnym przepływie, zaś ocena tego wpływu jest w zasadzie możliwa wyłącznie na drodze eksperymentalnej.
Jeden z autorów prowadził przez kilka lat badania nad wpływem zawartości fazy stałej w mieszaninach drobnoziarnistych i zawiesinach na parametry pracy pompy o swobodnym przepływie, zaś wyniki tych badań stanowią obszerny zbiór informacji. Ich opracowanie i przeanalizowanie pozwoliło na sformułowanie interesujących tez i wniosków.

Rys. 1. Zasada działania pompy o swobodnym przepływie. 1 – strumień roboczy (tranzytowy), 2 – strumień krążący

Rys. 2. Siły działające na ciało stałe w kanale międzyłopatkowym.

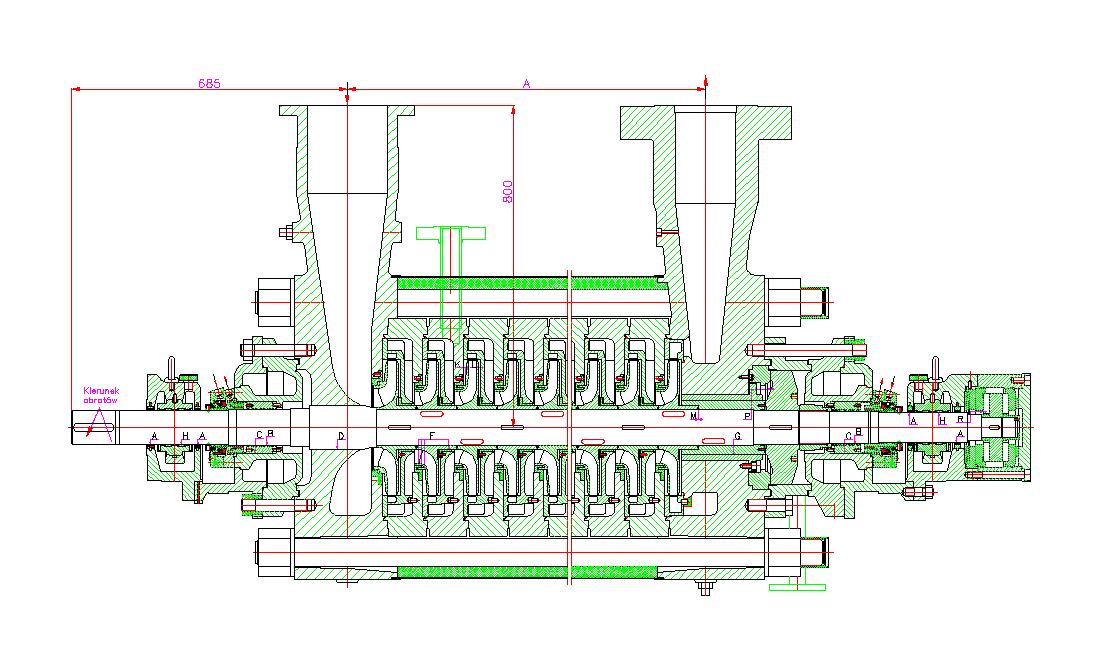
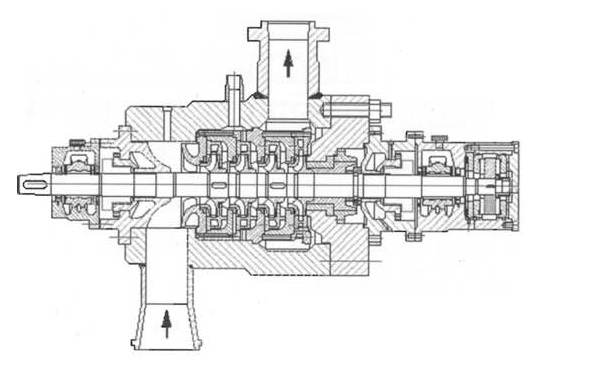
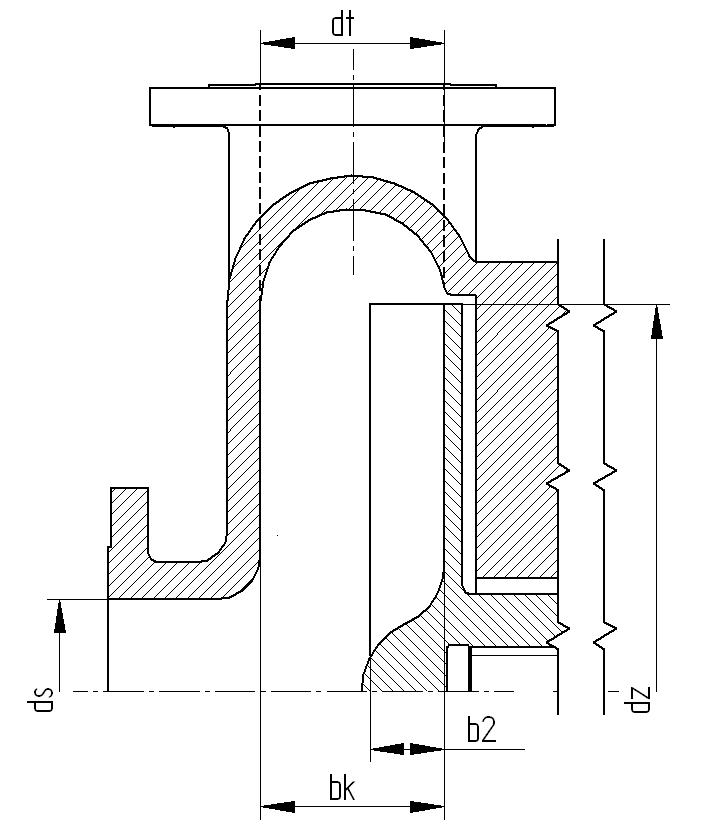
Rys. 3. Główne cechy geometryczne układu przepływowego pompy.
3. Parametry pracy pompy o swobodnym przepływie przetłaczającej mieszaninę ciał stałych w wodzie.
Przeprowadzono obszerne badania [ np. 4, 5 ] pompy o swobodnym przepływie z wirnikiem usytuowanym w wolnej przestrzeni przepływowej, której układ przepływowy przedstawiono (z zachowaniem proporcji ) schematycznie na rysunku 3. Główne cechy geometryczne pompy oraz ich charakterystyczne stosunki bezwymiarowe przedstawiają się następująco:
d2 = 0,190 m, b2 = 0,023 m, bk = dt = 0,065 m, ds = 0,080 m, b2/ d2 = 0,121 ; bk/ d2 = 0,342 ; ds/ d2 = 0,42. Liczba łopatek radialnych wirnika z = 10.
Badania pompy prowadzono przy prędkości obrotowej n = 1460 obr/min. Parametry pompy podczas pompowania wody przy wybranej wydajności Q = 0,01225 m3/s ( ≈12 l/s ) – bliskiej wydajności optymalnej – były następujące: wysokość podnoszenia H = 13,4 m, moc na wale P = 2,82 kW, sprawność η = 0,57. Kinematyczny wyróżnik szybkobieżności nsQ = 23,1 ; zaś bezwymiarowy wyróżnik wysokości podnoszenia ψ = 2gH/(u2)2 = 1,25.
Realnie przetłaczane mieszaniny ciał drobnoziarnistych lub zawiesiny zawierają przeważnie ciała stałe o granulacji pyłowej ( poniżej 0,1 mm ) lub drobnoziarnistej ( poniżej 1 mm ), wobec czego podczas badań użyto takich właśnie ciał stałych . W badaniach, których wyniki zostaną zaprezentowane, użyte były ciała stałe o następujących cechach:
- mielony węgiel ρs = 1441 kg/m3 , δ50 = 0,19 mm,
- drobny piasek ρs = 2553 kg/m3 , δ50 = 0,37 mm,
- popiół lotny ρs = 1930 kg/m3 , δ50 = 0,071 mm,
- pył magnetytu ρs = 3618 kg/m3 , δ50 = 0,042 mm,
( przy czym δ50 oznacza średnicę ziaren o udziale masowym 50% ).
Zaprogramowano i przeprowadzono badania pompy w warunkach przetłaczania różnych ( specjalnie w tym celu preparowanych ) mieszanin, w których koncentracja objętościowa fazy stałej ( udział objętościowy ) cv wzrastała co 0,05 , aż do wartości maksymalnej cvmax, różnej dla poszczególnych przepompowywanych mieszanin. W przypadku mielonego węgla i popiołu lotnego cvmax = 0,45 , natomiast w przypadku piasku i pyłu magnetytu osiągnięto cvmax odpowiednio 0,25 i 0,30. Mimo iż pompa pracowała z napływem geometrycznym ( na poziomie około 1 – 1,3 m ), to przy wartościach cv > cvmax prowadzenie pomiarów stawało się ryzykowne, ze względu na przytykanie się krótkiej rury (Ф 80 mm) łączącej zbiornik mieszaniny z króćcem wlotowym pompy, chociaż w zbiorniku umieszczone było mieszadło agitujące mieszaninę.
W przypadku zawiesin popiołu lotnego i pyłu magnetytu w wodzie ( mających charakter cieczy quasi-jednorodnych ) wyznaczano ich charakterystyki reologiczne. Stwierdzono przy tym, że gdy cv > 0,15 – 0,18 to w zawiesinach ujawniają się i w miarę wzrostu cv nasilają się cechy ciała plastyczno lepkiego ( Binghama ).
Aby zilustrować zagęszczenie mieszaniny w miarę wzrostu udziału objętościowego fazy stałej (cv), na kolejnym rysunku 4 przedstawiono zawiesiny popiołowo-wodne z już wysedymentowanym złożem popiołów, które pierwotnie były rozproszone w całej objętości. Jak widać, przy większych udziałach ciał stałych ( cv > 0,30 ) ilość wody nadosadowej jest niewielka, lub wręcz znikoma.
Po przeprowadzeniu pomiarów parametrów pompy wyznaczano jej charakterystyki wysokości podnoszenia H = f ( Q ), mocy na wale P = f ( Q ) oraz sprawności η= f ( Q ), uwzględniając w obliczeniach faktyczne gęstości mieszanin lub zawiesin.
W przypadku wszystkich mieszanin stwierdzano – w odniesieniu do wody jako czynnika porównawczego, że w miarę wzrostu udziału fazy stałej (cv) charakterystyki przepływu H = f ( Q ) przesuwają się w stronę niższych wartości, zaś charakterystyki mocy na wale P = f ( Q ) przesuwają się w stronę wyższych wartości. Natomiast charakterystyki sprawności η = f (Q ) w miarę wzrostu cv przesuwają się w początkowo w stronę wyższych wartości sprawności, zaś po osiągnięciu położenia najwyższego obsuwają się w stronę niższych wartości sprawności, zaś przy większych udziałach cv osiągają położenia poniżej charakterystyki dla wody.
Dla przykładu, na rysunkach 5, 6 i 7 przedstawiono charakterystyki pompy przetłaczającej zawiesiny popiołowo – wodne. W przypadku innych mieszanin zmiany charakterystyk miały podobny charakter. Maksymalna sprawność osiągana była w zasadzie niezależnie od udziału objętościowego ciał stałych ( cv ) i ich gęstości (ρs ) praktycznie przy takiej samej wydajności pompy Q ≈ 0,01225 m3/s.
Aby w sposób syntetyczny przedstawić wpływ udziału fazy stałej w poszczególnych zawiesinach na parametry pracy pompy, na rysunkach 8, 9 i 10 przedstawiono zmiany parametrów pracy H, P oraz η w zależności od udziału fazy stałej cv, przy takiej samej wydajności Q = 0,01225 m3/s.

Rys. 4 Wysedymentowane popioły lotne w zawiesinach o różnych udziałach Cv.
Analizując te parametry można zauważyć, że:
● w miarę wzrostu udziału cv fazy stałej użyteczna wysokość podnoszenia H zmniejszała się ( i to coraz szybciej ), przy czym spadek wysokości podnoszenia jest tym większy im większa jest gęstość fazy stałej, zaś wpływ uziarnienia jest niejednoznaczny,
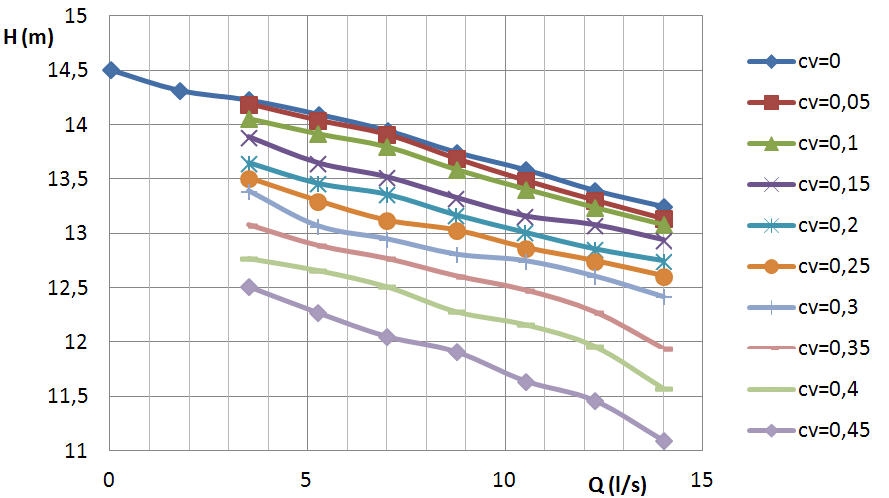
Rys. 5. Charakterystyki przepływu H = f( Q ) dla różnych zawiesin popiołowo-wodnych.

Rys. 6. Charakterystyki mocy na wale P = f( Q ) dla różnych zawiesin popiołowo-wodnych.

Rys. 7. Charakterystyki sprawności η = f( Q ) dla różnych zawiesin popiołowo-wodnych.
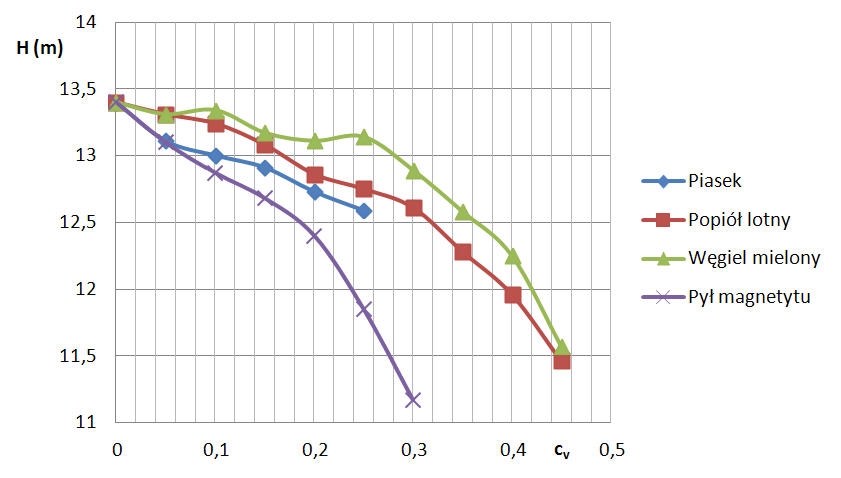
Rys. 8 Wysokości podnoszenia pompy H ( przy Q = 0, 01225 m3/s ) dla różnych mieszanin.
● ze wzrostem udziału cv fazy stałej moc P na wale pompy zwiększała się ( w przybliżeniu liniowo ) – w całym zakresie zmian udziału objętościowego cv, jednak w przypadku popiołu lotnego (o granulacji pyłowej ) można dostrzec, że moc na wale wzrastała szybciej gdy cv > 0,3, gdy w zawiesinie nasilały się cechy cieczy nienewtonowskiej ( Binghama ),
● sprawność pompy η początkowo wzrastała, osiągała wartość maksymalną przy udziale objętościowym cv ≈ 0,1 w przypadku piasku, – przy udziale cv ≈ 0,2 w przypadku pyłu magnetytowego, – przy udziale cv ≈ 0,25 w przypadku mielonego węgla, – przy udziale cv ≈ 0,3 w przypadku popiołu lotnego, zaś następnie szybko obniżała się,
● sprawności maksymalne ηmax osiągały poziom około 0,60 – 0,61 w przypadku ciał pylistych ( popiołu lotnego i pyłu magnetytu ), zaś nieco niższe wartości na poziomie 0,59 w przypadku ciał drobnoziarnistych ( mielonego węgla i piasku), natomiast w przypadku pompowania wody osiągnięto ( przy porównywalnej wydajności ) sprawność 0,57.
Podobny charakter zmian stwierdza się również i przy innych wydajnościach, znacząco mniejszych od wydajności nominalnej.

Rys. 9 Moce na wale pompy P ( przy Q = 0, 01225 m3/s ) dla różnych mieszanin.
4. Dyskusja uzyskanych rezultatów pomiarów.
Aby w pewnej mierze uogólnić uzyskane rezultaty, wprowadzono następujące wyróżniki bezwymiarowe:

przy czym indeksy ( m, w ) oznaczają odpowiednio mieszaninę i wodę.
Wyróżniki te określa się przy takiej samej wydajności pompy ( Qm = Qw ) przetłaczającej mieszaninę lub wodę.
Wyróżniki kH i kη określają zmiany użytecznej wysokości podnoszenia lub sprawności pompy przetłaczającej mieszaninę lub zawiesinę w stosunku do parametrów uzyskanych w przypadku pompowania wody. Natomiast wyróżnik kP określa stosunek energii doprowadzanej do pompy w przeliczeniu na jednostkę masy pompowanego czynnika, w przypadku pompowania mieszaniny i wody.

Rys. 10 Sprawności pompy η ( przy Q = 0, 01225 m3/s ) dla różnych mieszanin.
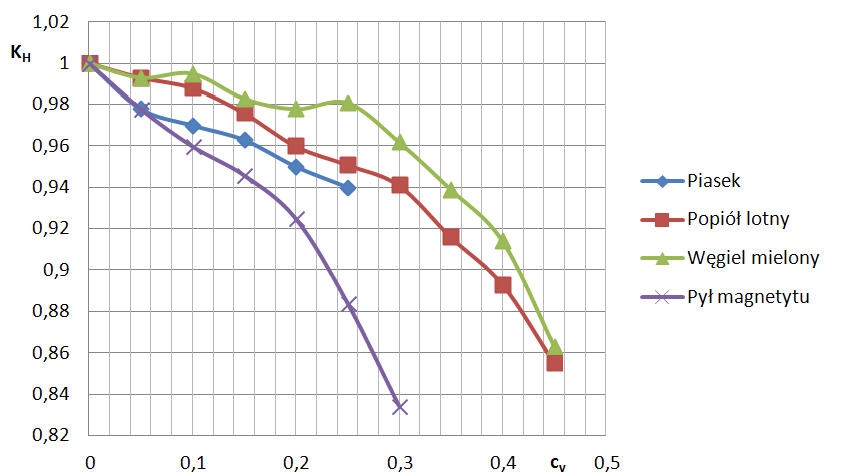
Rys. 11 Współczynniki KH ( przy Q = 0, 01225 m3/s ) dla różnych mieszanin.

Rys. 12 Współczynniki Kη ( przy Q = 0, 01225 m3/s ) dla różnych mieszanin.

Rys. 13. Współczynniki KP ( przy Q = 0, 01225 m3/s ) dla różnych mieszanin.
Inaczej bowiem zapisując kP , otrzyma się
Wyróżniki kη, kH i kP wiąże zależność

Zależności graficzne wyróżników kH, kη i kP od udziału objętościowego cv fazy stałej w mieszaninach ( obliczonych dla wydajności zbliżonej do optymalnej Q ≈ 0,0125 m3/s ), przedstawiono na rysunkach 11, 12 i 13.
Analizując te zależności graficzne, łatwo zauważyć, że:
● użyteczna wysokość podnoszenia pompy maleje w miarę wzrostu udziału fazy stałej cv w mieszaninie, zaś spadek wysokości podnoszenia zwiększa się w miarę wzrostu gęstości fazy stałej, przy czym wpływ uziarnienia nie jest jednoznaczny,
● sprawność pompy w miarę wzrostu cv początkowo zauważalnie wzrasta, a następnie maleje i tylko przy największych wartościach cv jest mniejsza od sprawności osiąganej w przypadku pompowania wody,
● moc na wale pompy w miarę wzrostu cv wzrasta wolniej niż to wynikałoby ze zwiększania się gęstości mieszaniny.

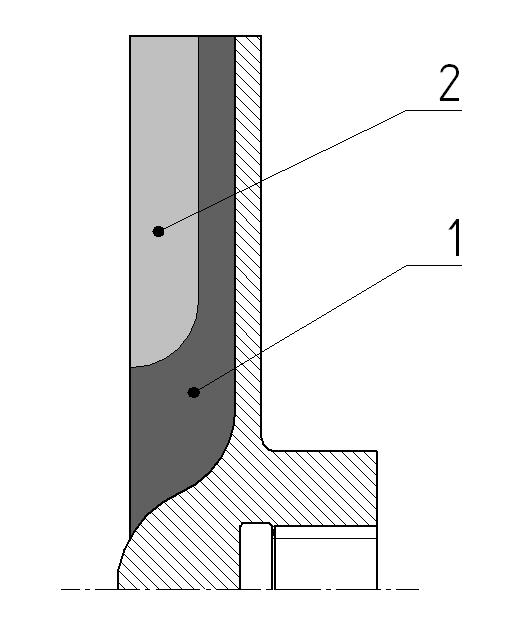
Rys. 14. Strefy przepływu mieszaniny w wirniku pompy ( 1 – strumień roboczy, 2 – strumień krążący ).

Rys. 15. Charakterystyki kawitacyjne H = f ( ps) dla wybranych wydajności ( woda ).
Zmiany parametrów pompy o swobodnym przepływie różnią się więc od zmian parametrów pompy krętnej odśrodkowej o podobnych parametrach, działającej w podobnych warunkach.
Użyteczna praca jednostkowa pompy o swobodnym przepływie zmniejsza się ze wzrostem udziału objętościowego cv fazy stałej w mieszaninie, przy czym efekt ten jest wyraźnie większy w miarę wzrostu gęstości ciał stałych. W przedziale cv < 0,3 – 0,4 ( zależnym od gęstości fazy stałej ) obniżanie się H ( lub kH ) nie jest jednak spowodowane wzrostem strat hydraulicznych w pompie, gdyż nie towarzyszy mu zmniejszanie się sprawności pompy, a sprawność pompy w tym przedziale cv nawet nieco wzrasta. Można postawić hipotezę, że zmniejszenie wysokości podnoszenia pompy następuje w efekcie wzrostu zawirowania wstępnego strumienia dopływającego do pompy. Wymiana ilości ruchu zachodząca podczas mieszania się strumienia krążącego ( który charakteryzuje się znaczną składową obwodową prędkości ) ze strumieniem mieszaniny dopływającej do pompy, jest bardziej efektywna w przypadku mieszaniny pylistych i drobnoziarnistych ciał stałych z wodą, w porównaniu z mieszaniem się strumieni wody podczas pompowania wody. Hipoteza ta ma oparcie w wynikach badań nad efektywnością wymiany ilości ruchu między cząsteczkami fazy stałej a gazem, przytaczanych w [ 6 ].
Natomiast, gdy wskutek wzrostu udziału fazy stałej ( gdy cv > 0,3 ) pogarszają się warunki wymiany ilości ruchu między mieszającymi się strumieniami, a ponadto gdy nasilą się właściwości nienewtonowskie mieszaniny ( ciała plastyczno-lepkiego ) to wywołuje to wzrost strat hydraulicznych w pompie, a to powoduje coraz szybszy spadek wysokości podnoszenia pompy.
Przeprowadzone inne badania eksperymentalne wykazały , że przypadku gdy pompa o swobodnym przepływie przetłaczała olej o zwiększającej się lepkości, to współczynnik kP wzrastał, zaś współczynniki kH i kη zmniejszały się ze wzrostem lepkości oleju. Tak więc wzrost lepkości pompowanego czynnika zawsze powoduje pogarszanie parametrów pracy pompy.
W przypadku pompowania mieszanin, gdy udział objętościowy fazy stałej cv < 0,3 – 0,4 to stwierdza się, że kP < 1 i zarazem kP < kH. Można wnioskować, że następuje wówczas zmniejszenie się strat hydraulicznych w pompie, wywołane obecnością ciał stałych, ponieważ wskutek oddziaływania siły odśrodkowej ciała stałe przepływające przez wirnik pompy kierują się w większości do kanału zbiorczego pompy, a strumień krążący charakteryzuje się nieco zmniejszonym udziałem ciał stałych, jest więc „rozrzedzony” w stosunku do strumienia tranzytowego mieszaniny. Ponieważ generuje on dominującą część strat hydraulicznych w pompie [ 1,3 ], przeto nawet bardzo niewielkie zmniejszenie jego gęstości ma wpływ na wielkość tych strat, a w efekcie tego na zmniejszenie zapotrzebowania mocy i osiąganą sprawność. Przedstawiono to poglądowo na rysunku 14. Hipotezę tą potwierdziły badania zagęszczenia mieszaniny w komorze bezłopatkowej pompy, polegające na analizie zagęszczenia próbek mieszaniny pobieranych z przestrzeni bezłopatkowej [ 7 ].
Wynika z nich, że w obszarze przestrzeni bezłopatkowej pompy udział objętościowy ciał stałych w mieszaninie jest nieco mniejszy ( średnio o ∆cv ≈ 0,01 – 0,03 ) niż w króćcu tłocznym pompy.
Przeprowadzono też sporadyczne pomiary w warunkach przetłaczania grubszych ziaren (grubego piasku, δ50 ≈ 0,9 mm) i wówczas nie zaobserwowano wzrostu sprawności pompy, jednak spadki sprawności były małe.
5. Zdolność ssania pomp o swobodnym przepływie.
Wiadomo [ 8, 9 ], że pompy o swobodnym przepływie charakteryzują się bardzo dobrymi własnościami ssania, co w pewnych warunkach może przesądzać o możliwości niezakłóconej pracy pompy.
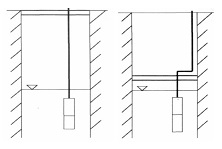
Aby potwierdzić dobre własności ssawne zastosowanej w badaniach pompy, przeprowadzono ograniczone pomiary jej charakterystyk ssania. Na rysunku 15 przedstawiono charakterystyki ssania H = f ( ps ) wyznaczone przy wydajnościach Q = 0,0089 oraz 0,01225 m3/s, stosując wodę jako ciecz roboczą.
Przy obu wydajnościach charakterystyki ssania H = f (ps ) obniżają się powoli, zaś raptowne załamanie charakterystyk ma miejsce przy ciśnieniach ( bezwzględnych ) ps < 9 lub 17 kPa. Odpowiadające tym ciśnieniom nadwyżki energii w króćcu dopływowym pompy odpowiednio wynosiły około 1,20 m oraz 2,15 m, co potwierdza bardzo dobrą zdolność ssania badanej pompy.
Pomiary charakterystyk ssania z wykorzystaniem zawiesin nie zostały niestety przeprowadzone. Jednak można spodziewać się, że w przypadku pompowania zawiesin, zwłaszcza o rozsądnych zagęszczeniach, niezbędne nadwyżki energii w króćcu dopływowym pompy nie będą zbytnio różnić się od nadwyżek w przypadku pompowania wody. Drobne cząstki stałe w zawiesinie będą bowiem w jakimś stopniu „tłumić” rozwój kawitacji.
Doskonałe własności ssawne są ważną cechą pomp o swobodnym przepływie, dzięki której w niektórych sytuacjach właśnie zastosowanie pompy o swobodnym przepływie umożliwia rozwiązanie potencjalnych problemów.
6. Uwagi końcowe.
Zaprezentowany w publikacji korzystny wpływ obecności drobnoziarnistej fazy stałej na parametry pracy pompy o swobodnym przepływie jest efektem mało znanym i nie jest zwykle brany pod uwagę. W wielokrotnie powtarzanych pomiarach z wykorzystaniem różnych ciał stałych stwierdzono, że obecność pylistych oraz drobnoziarnistych ciał stałych ( poniżej 0,5 mm ) w mieszaninach i zawiesinach ( i to nawet przy ich znacznym udziale objętościowym ), wywołuje niewielki wzrost sprawności pompy ( nawet do 3 punktów procentowych ) w porównaniu ze sprawnością osiąganą podczas pompowania wody. Ta cecha, jakkolwiek bardzo korzystna nie jest jednak na tyle istotna, aby rekomendować stosowanie pomp o swobodnym przepływie w każdej sytuacji, gdy trzeba przepompowywać zawiesiny i mieszaniny drobnoziarniste. Jednak w niektórych sytuacjach jest to uzasadnione.
W przypadkach, gdy w mieszaninach drobnoziarnistych mogą nawet okazjonalnie znaleźć się ciała „grube”, pompa o swobodnym przepływie umożliwi ich przetłoczenie bez obaw o ich „zablokowanie” się w pompie. Stosowanie w takich przypadkach pomp odśrodkowych – nawet o małych liczbach łopatek, często wiąże się z koniecznością zaakceptowania zwiększenia wydajności.
W sytuacjach, gdy pompa ma przetłaczać gęste zawiesiny lub mieszaniny drobnoziarniste, zastosowanie pompy o swobodnym przepływie może pozwolić uniknąć problemów, jakich przyczyną mogą być ograniczone zdolności ssawne pomp odśrodkowych.
Wykorzystywanie pomp o swobodnym przepływie powinno być brane pod uwagę wtedy, gdy istnieje potrzeba odmulania lub oczyszczania różnego rodzaju rząpi i osadników oraz zbiorników i wykopów, na dnie których zalegają warstwy mułu. Wówczas bardzo dobra zdolność ssania pomp o swobodnym przepływie może przesądzić o powodzeniu przedsięwzięcia.
Warto też brać pod uwagę, że pogarszanie się parametrów pompy wywołane zużyciem erozyjnym wirnika, ujawni się – w porównaniu z pompami odśrodkowymi – po znacznie dłuższym czasie. Wirnik pompy o swobodnym przepływie nietrudno jest też wykonać z tworzyw wysoko odpornych na ścieranie erozyjne.
Z wielu doniesień można wnioskować, że pompy o swobodnym przepływie są często stosowane i spełniają swoje zadania.
dr inż. Jerzy Rokita
mgr inż. Zbigniew Krawczyk
Literatura:
1. Grabow G.: Untersuchung der Energieübertragung das Fördermedium im Arbeitsraum von Freistrompumpen mit Hilfe von Geschwindigkeits- und Druckverteilungsmessungen, Maschinenbautechnik, 2, ( 1970).
2. Schivley G.P., Dussourd J.L.: A analytical and experimental study of a vortex pump, Journal of Basic Engineering, ( 1970), 12.
3. Błaszczyk A. i inni: Nowa konstrukcja pompy o swobodnym przepływie, Pompy Pompownie, Nr 5 ( 43 ), 1966.
4. Rokita J.: Wpływ koncentracji objętościowej popiołów lotnych w wodzie na parametry pracy pompy o swobodnym przepływie, Prace Instytutu Maszyn Przepływowych PAN, Zeszyt 83-84, Gdańsk, 1984.
5. Bracha Z., Kowalski J. : Praca dyplomowa wykonana w Instytucie Maszyn i Urządzeń Energetycznych Politechniki Śląskiej w Gliwicach pod kierunkiem J. Rokity, Gliwice, 1982.
6. Soo S.L.: Fluiddynamics of multiphase systems, Bleisdell Publishing Company, Waltham, Massachussets, 1968.
7. Tudaj J. : Praca dyplomowa wykonana w Instytucie Maszyn i Urządzeń Energetycznych Politechniki Śląskiej w Gliwicach pod kierunkiem J. Rokity, Gliwice, 1982.
8. Rütschi K.: Die Arbeitsweise von Freistrompumpen, Schweizerische Bauzeitung, 32, ( 1968).
9. Łazarkiewicz Sz., Troskolański A.T., Pompy wirowe, WNT, 1973.